
CGTech has announced the latest release of Vericut v9.3, with strengthened core, improved collision checking and an increased limit on axes per subsystem.
The Canadian technology company said Vericut v9.3 was developed to create smarter, more efficient manufacturing processes with features that aim to improve simulation and the overall manufacturing workflow.
Changes in the version should include cutting tool data in the tool performance database and machine monitoring, as well as hundreds of customer-driven improvements.
CGTech said that, as part of this release, the integrated optimisation module, Vericut Force, has been enhanced.
Alongside improvements to core features and functionality, deflection calculations should have been changed to account for the entire rotating tool assembly, whereas previous versions only accounted for solid round tools with holders.
This change in deflection along with cutting tool data and information about stock material, should improve part surface finish, ensure the part meets the appropriate dimensions, and extend cutter life.
The highlights of Vericut v9.3 should include the ability to build, manage and reuse assemblies, improvements to the Status window and the Head Up Display (HUD), the addition of a tool performance database and machine optimisation data, and the possibility to get data directly from CNC machines.
Vericut’s Assembly Manager can be used to create and manage portions of users’ NC machines such as rotary table configurations, angle heads for machining, robots end effectors or various work holding setups with fixtures and workpieces to be machined.
The library of assemblies should save programmer time, since it’s easily accessed by others, and for repeated use in new Vericut projects.
The HUD should now be able to automatically update to match visible Status information or use Field Visibility Edit mode to concurrently edit Status and HUD configurations.
Users should be able to lock and unlock the visibility of status groups to retain the same layout for every Vericut project they open moving forward.
The improvements made to Force should allow users to achieve better-machined part quality and longer tool, and spindle bearing life.
Deflection calculations should have been updated to account for the entire rotating tool assembly, including indexable insert mills and model file cutters.
Users should also be able to add volume removal rate limits to all cutters. Analysis and optimisation for solid round tools and complex cutters should also have been added.
Furthermore, Vericut v9.3 Tool Manager should now include a Tool Performance Database (TPD) that suggests starting spindle speed and feed rate values to use with cutters in a wide range of stock materials.
This data should work with Machining Optimisation Data (MOD) in Vericut’s Tool Manager, and MOD should display a table of spindle speeds and feed rates that should help programmers choose appropriate cutting speeds and chip thickness values based on the cutting tool used, and stock material being machined.
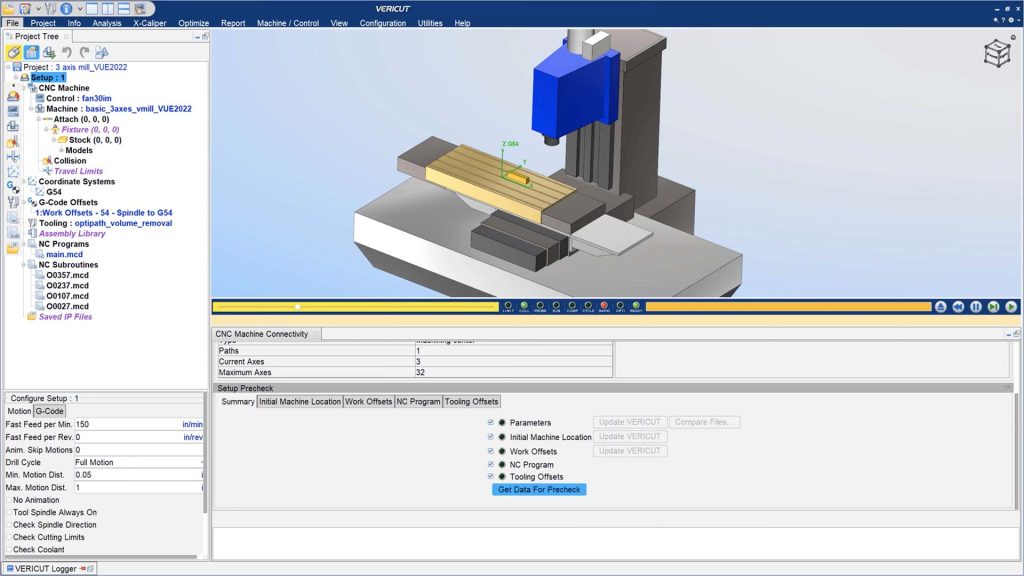
Finally, users should now be able to get data directly from CNC machines on the shop floor.
The first connective ability being released with Vericut 9.3 is Pre-Check, which should obtain data from machines to ensure Vericut’s virtual machine is the best possible “twin,” and validate the job setup information on the machine matches what was verified in Vericut.
Users should be able to identify key differences so they know exactly what will happen prior to running the part on their machine.




