

This Stratasys F123 Series review finds that while the FDM 3D printer market has been through some serious changes over the last 10 years, some of the old guard are fighting back
As an industry, 3D printing has seen some upheaval in recent years, as I’m sure we’re all aware. In particular, the world of filament deposition modelling – or FDM – has perhaps seen the most disruption.
Where once there was just one supplier of machines that could build in a variety of materials by laying down filament, it’s now possible to throw £200 at Ebay and, within days, receive a box of bits to build your own 3D printer at a fraction of the cost.
The Stratasys F123 Series sees the company refresh its smaller professional FDM 3D printing solutions
That original supplier, of course, was Stratasys, co-founded by Scott Crump, the inventor of FDM.
With these facts in mind, it’s perfectly valid to ask where Stratasys goes next and how it can differentiate itself in an increasingly crowded market?
At least, these are the questions we had in mind when we started to look at the company’s F123 Series.
While many readers will be familiar with earlier Stratasys models, such as the Dimension and uPrint, these aren’t actively sold any more. (In fact, some of the earliest versions are reaching end of support.) So the F123 Series machines represent the new entry level for Stratasys’ FDM technology.

A) Top access panel for extruder swap-outs,
B) Control panel to set up machine, select and pause print jobs,
C) USB slot for manually loading print jobs – useful in secure environments,
D) Heated build chamber and interlocked door,
E) Material feed drawer,
F) Storage drawer (which is surprisingly useful),
G) Feed lines from material drawer to extruders at the top of the machine,
H) Power and ethernet connectivity ports,
I) Wheels for movement and levelling feet

Machine Basics
If your experience with FDM is based on the cheaper end of the spectrum, you’ll be surprised at the size of the F123 Series machines.
Irrespective of which model you go for (and we’ll cover the build size differences shortly), you’ll end up with the same size cabinet in your workshop or corner of the office.
It’s roughly one metre square in floor space and just a shade over 1.5 metres tall (1,626 x 864 x 711 mm).
While the top half of the machine is taken up by the build mechanism, you’ll notice the two distinctive lower drawers.
The middle one is where material spools are loaded, while the bottom drawer is simply a drawer for storage (and likely where you’ll keep your accessories after set up and commissioning).
Above them, you’ll find the heated build chamber. As you’d expect from advanced devices like these, the build environment is very tight controlled.
The door has safety interlocks and closes with a resounding clunk. Build quality, meanwhile, speaks for itself – as we will see later on.
In terms of build size, there are three sizes in the F123 Series. The entry level is the F170; it has a build size of 254 x 254 x 254mm (that’s 10 x 10 x 10”). The next size up is the F270, with a build size of 305 x 254 x 305mm (that’s 12 x 10 x 12”).
The largest machine, the F370, comes in at 355 x 254 x 355mm (14x10x14”).
Peering inside the machine, you’ll quickly spot the build trays (which are, as with all Stratasys FDM machines, consumables) and the dual extruders, waiting to get to work.
Above the build chamber, you’ll find the control panel. As we’ve come to expect, this is a touchscreen panel that guides you through set up and allows you to select jobs from the print queue. There are also two USB slots for loading up build jobs directly (rather than remotely).
You’ll also find the top of the unit lifts up to give access to the extruder assemblies, so if you need to swap these out (the F123 Series machines are built for easy maintenance), this is how you’ll reach them.
On the rear of the unit, you’ll find power connectivity (single phase, of course), an Ethernet port (there’s also wireless and USB), as well as access to the adjustable feet that are used for leveling your machine when it’s first installed.

Four material bays mean the machine can swap out materials when needed (Note: these machines use spools, rather than cartridges, as used to be common in higher-end FDM machines)
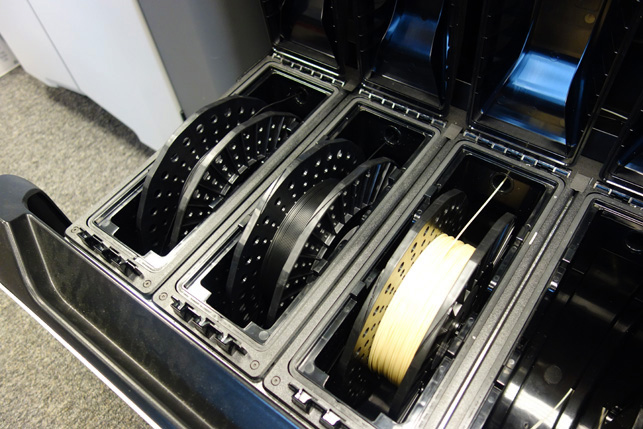
The machine we ran our tests on had two spools of ABS with a spool of dissolvable support material
First Print & Material Options
Once you have your machine set up (which is a pretty painless process, by design) and your material loaded (the machine guides you through the process, so it’s also pretty simple), you’ll want to start a print running.
The control software for Stratasys’s machines now focuses on GrabCAD Print. As 3D printer software goes, this is a delight to use – everything is clearly laid out, you can import your geometry via STL, or interestingly, from a wide range of CAD formats, allowing the system to do all of your handling to achieve the best results.
You can load in IGES and STEP files as well as SolidWorks, Inventor, Creo, Catia and much more.
Then you start to lay out the build platform (with a very nice presentation of what the build platforms actually look like).
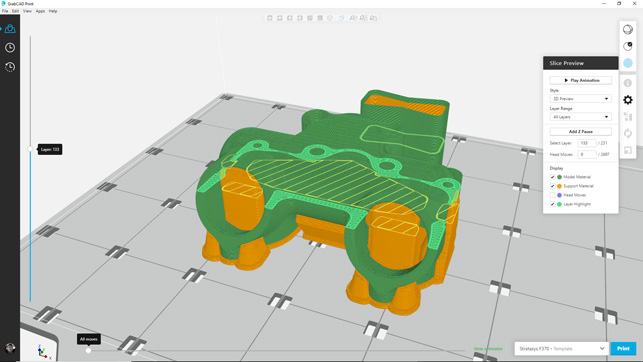
Stratasys’s GrabCAD Print is the most up-to-date interface to the F123 Series, but the pre-existing set-up software is also available
You’ll also notice that there’s a purge tower included with each build. We have experimented with this on various machines and our conclusion is that it’s always worth including the purge tower, particularly when working with dissolvable materials.
During set up, you need to select your materials and it’s perhaps worth noting here what materials are available for the F123 Series machines as it varies depending on the machine you chose.
For example, both the entry-level F170 and mid-range F270 allow you to build with PLA, ABS or ASA (Acrylonitrile Styrene Acrylate). You might have not come across ASA before, but it’s an interesting filament material. It offers a very nice surface finish to prints, but most interestingly, it’s not only stronger in many cases than ABS, but also has better UV and chemical resistance.
If you want to get into a exotic material such as PC/ABS (Polycarbonate/ABS alloy), then your only option is the F370 machine.
All three machines allow you to print with Stratasys’s proprietary QSR dissolvable support material, though it’s worth noting that if you use PLA (useful for its dramatically lower cost), you can only use breakaway supports, not QSR.
Once your build platform is ready, you send it to queue or directly to print on the machine. Assuming that you’ve already put in a fresh build plate and the door is shut, away it goes.
In operation, the F123 Series machines are pretty quiet, compared to some of the desktop FDM machines, thanks to the robust build of the cabinet and the skills of the Stratasys engineering team.
Once your part is complete, you open up the door, remove the build platform and start work on your post-processing.
Thanks to the flexible, disposable build platform, removing parts is a case of flexing the plate so that they pop off, ready for break out (if you’re using breakaway supports) or dissolving in your water tank.
In Conclusion
Stratasys has done a bang-on job with the F123 Series machines. It’s clear that the company has looked at both its legacy products and knowledge, as well as the way the market has since shifted, in order to find a fresh way to address the professional market.
I emphasise professional market, because I approached this review differently to others I’ve written recently. After all, it’s very different evaluating a £15K machine aimed at companies, compared to one that costs just a fraction of that and that anyone might buy and use.
The evaluation process in the former case is less a case of ‘OK, let’s see what you can do’ and more a case of, ‘OK, what makes you worth £10K more than another 3D printer?’ This is the question we really wanted to ask about the Stratasys F123 Series.
In terms of answers, it quickly becomes clear that the F123 Series features some serious engineering. In these machines, you can tell a lot of thought has been expended on how the whole thing is laid out.
The build chamber is at the perfect height for loading and unloading, for example. The material loading process is practically effortless. There are back-up bays on hand for lengthy print jobs – a godsend when you need consistent part production.
Even the software, GrabCAD Print, is among the best we’ve seen.
The ability to load CAD files and have the system handle to tesselation to suit the machine makes perfect sense.
But what about the parts that come out of these machines? I’m happy to confirm that these do not disappoint.
Our set of test parts are all flawless and, while we didn’t explore the PLA material much, we got amazing parts with the surface finish you’d expect in the ABS, PC/ABS and ASA materials. (In terms of surface finish, by the way, the ASA scored particularly highly.)
The QSR support material, meanwhile, means you get a high quality of finish on all sides of a part.
While it’s perfectly possible to replicate the quality of parts using lower- cost machines, with speed we see a marked difference
But it’s the build speed demonstrated by the F123 machines that really interested us. While it’s perfectly possible to replicate the quality of parts using lower-cost machines (even with the addition of dissolvable supports), with speed, we see a marked difference.
The smallest component we produced was built in a timespan comparable to other machines out there, coming in at just under 30 minutes at a decent resolution – although you could dial this down by bumping up the resolution and infill to draft quality. But with the larger parts, things got really interesting.
As an example, the Ducati Yoke is our largest test part and it only took 12 hours.
Comparing machines that can build this part flat, the Markforged Onyx One took in the region of a day to build it, while the MakerBot Replicator took 17 hours.
The Ultimaker 3 took days, but that’s because it had to be tilted for build. That said, building the same part on the newer, larger Ultimaker S5 (which would allow it to be built flat) with comparable layer size and supports, took twice as long as on the F123 Series machines.
I should note that all of these machines use slightly different materials and have different build strategies, but there’s a similarity between them that makes rough comparisons valid.
In terms of running costs, the Stratasys F123 machines aren’t cheap to acquire or to run.
The entry level F170 is over £15,000, while the F370 come in at a shade over £33,000). Your materials will cost more than they would for a common or garden FDM machine and you will need to stock up on build plates (£99 for 16) and have a support dissolving tank to hand.
But what you get in return for a more costly machine, with pricey materials and consumables, are more consistent and speedy results. There’s very little interaction required in the parts that come out of these machines. Print them, pop them off the build platform, dump them in a tank to remove the supports — job done. No weeding out of support material, no finishing because the machine cocked up and you lost edge definition on a critical part. And, of course, you get the parts more quickly.
For some, the gap between a machine like the F170 at around £15,000 and a machine that costs, say £3,000 is too much. That will always be the case. For some, the idea that you can go out and buy three machines to achieve similar results is just too attractive.
But if you’re looking to have a machine running for a vast proportion of the working week and have your design team doing the job of designing parts – rather than swearing at a 3D printer or spending hours pulling supports out of a prototype part – then it’s worth considering what your business could achieve with the time it gets back. It might well be worth the extra cost.
 Enjoying this? Read our other Pro Desktop 3D Printer reviews here:
Enjoying this? Read our other Pro Desktop 3D Printer reviews here:
- Formlabs Form 3
- MakerBot Method X
- Raise3D E2
- 3D Systems FabPro 1000
- Ultimaker S5
- Stratasys F123 Series
- Rize Inc. Rize One
Stratasys F123 Series Review Test Parts
Small & Intricate

Test part: Timing case pinion
Challenge: This small component is pretty
small (it’s 20mm wide), with some features that require accuracy and must be hard- wearing for light functional testing.
Material usage:
9.6 cm3 (Stratasys ASA for build)
2.0 cm3 (Stratasys QSR support material)
Build time:
31 minutes (@0.25mm – Normal)
Cost: £1.11 (ASA) + £0.23 (QSR)
Results: On the F370 (the largest machine), you could build 35 of these in a single build in 14 hours, making series production for low volumes achievable.
Internal Supports

Test part: Rockerbox cover
Challenge: This is part’s complex features
need to be replicated on all sides and its internal features put support removal to the test.
Material usage:
110.8 cm3 (Stratasys PC/ABS for build) 54.6 cm3 (Stratasys QSR support material)
Build time:
5 Hours 49 minutes (@0.33mm layers)
Cost: £14.43 (PC/ABS) + £6.28 (QSR)
Results: The part came out of the machine pretty nicely and all internal faces were in good shape. The print speed was incredible. Other machines have taken days.
Bulky & Large

Test part: Ducati yoke
Challenge: This is a big part and it fits nicely
into even the smallest build volume machine in the F123 Series range without having to angle it up from the build plate.
Material usage:
247.5 cm3 (Stratasys ASA for build)
7.8 cm3 (Stratasys QSR support material)
Build time:
12 hours 30 minutes (@0.25mm layers)
Cost: £30.73 (ASA) + £0.90(QSR)
Results: The F123 Series machines smashed this part, taking only 12 hours to build it, with excellent surface and edge quality on the ‘support’ contact faces.
Form Model

Test part: Single Stanley Knife mock-up
Challenge: For a good form test, you need to be able to maintain the high quality surface finish on both sides of the finished object.
Material usage:
80.5 cm3 (Stratasys ASA for build)
17.74 cm3 (Stratasys QSR support material)
Build time:
8 hours 4 minutes (@0.13mm layers)
Cost: £9.30 (ASA) + £2.04 (QSR)
Results: The form model came out superbly when built using the combination of ASA and QSR supports, with outstanding surface finish on both sides.
| Product | F123 Series |
|---|---|
| Company name | Stratasys |
| Price | From £15,960 |




