

The National Association for Stock Car Auto Racing (NASCAR) organises one of North America’s biggest spectator sports.

Stewart-Haas Racing is the title-winning NASCAR Sprint Cup Series team co-owned by Gene Haas
Perfectly choreographed for a television audience, a NASCAR Sprint Cup race represents the highest level of this exciting sport – with 36 races taking place over a 10-month period.
During the 2012 season, Stewart-Haas Racing (SHR), which is jointly owned by Haas Automation founder, Gene Haas, and three-time Sprint Cup Champion Tony Stewart, fielded three drivers.
The SHR headquarters is based in Kannapolis, North Carolina and unsurprisingly, every single CNC machine tool in its machine shop is a Haas.
These include eight vertical machining centres and four turning centres. “Four of the VMCs have four- and five-axis capability,” says Brad Harris, the machine shop manager, “which means we can pretty much do whatever our car teams need, with minimum set-up times.
“Mid-season, modifications are happening all the time, sometimes due to NASCAR rule changes, and sometimesbecause an engineer or crew chief comes up with an idea to improve the performance of the cars. In all cases, they’ll want the part immediately.
However, by the time the change has been through the engineering department and filtered through to the machine shop, there’s usually not much time left.
As a result, every job is an emergency.” The biggest machines on site are two VF-6TR’s with trunnion tables. There’s also a Mini Mill, a VF-2, and a VF-4 five-axis machining centre, also fitted with a trunnion, a TR-210.
Handle this
Like all race teams, SHR is reluctant to show most of the components it makes in-house close-up, especially when there are still another half-dozen races to go.
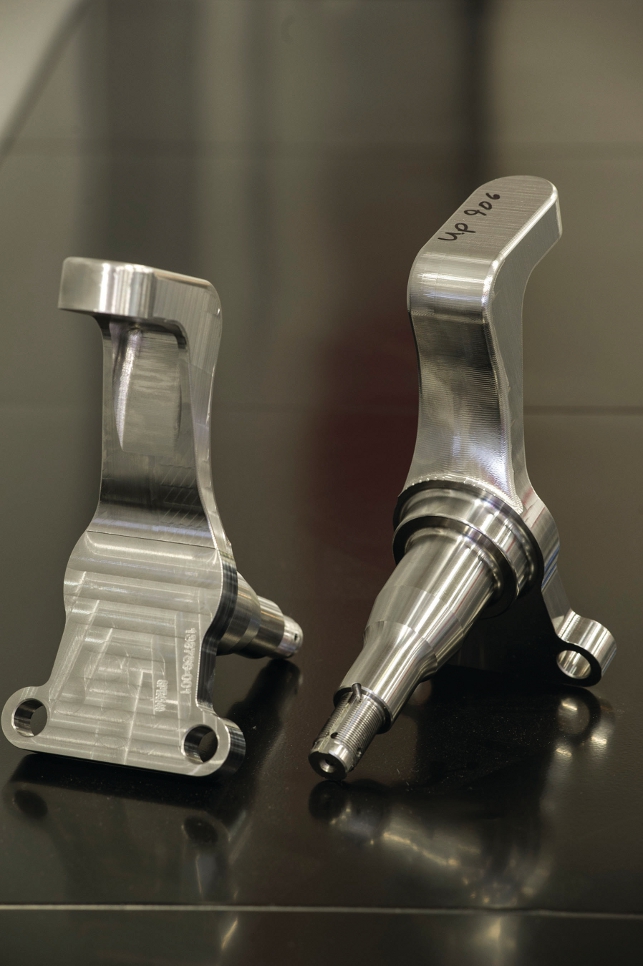
One of the most recognisable parts though, is the shifter handle. Harris holds up an example from Ryan Newman’s number 39 team. It’s strong and lightweight, and features complex contours, which are partly for ergonomics and partly decorative.

“This was a fun but challenging project for us, as well as the engineers,” he says. “It was machined using our five-axis VF-4, which allowed us to create the part in just two operations.
We make about 20 per year. Like most parts on the car, they get ‘mileaged’ out and are replaced. Even with unstressed parts like this one, we don’t take chances. We don’t wait for them to fail.”
Among other Haas-machined components at Kannapolis are the front spindle uprights, which start out as forgings with the spindles pre-machined by the supplier. From here, SHR mills the remaining features, of which there are many – several parts are subsequently joined to the uprights by welding.
“After fabrication, an assembly will come back to us, and we’ll finish the entire machining in a single set-up, which means we won’t compromise precision or quality,” says Harris.
“Precision is the biggest challenge, because of the close tolerances and somewhat awkward shape. We mount the part on the spindle snout in the trunnion on the VF-6TR. We rotate it and hit all of the features in one setup. It saves us a lot of time, and makes a really good component.”
Down the road
Just five miles south of SHR is Hendrick Motorsports (HMS), a stone’s throw from the Charlotte Motor Speedway.
Formed in 1984, HMS has won ten championships in the Sprint Cup Series alone. NASCAR fans will already know that it was through HMS that Haas Automation originally came to the sport, initially as a sponsor and supplier of CNC machine tools.
In 2003, Gene Haas founded his own team, Haas CNC Racing, in partnership with HMS. What is now SHR’s number 39 car was in fact Haas CNC Racing’s original entry in NASCAR’s top series.
With the advent of SHR in 2008, the partnership between the two teams evolved and SHR still uses HMS engines and chassis, and the HMS machine shop, which is almost entirely Haas.
HMS builds more than 550 engines per year, with many of these leased to other NASCAR teams. The various engine and chassis parts are made on a variety of Haas CNC machine tools, including VF-2 and VF-6 vertical machining centres, ES-5 horizontal machining centres as well as TL-25 turning centres with C-axis, sub-spindles, and live tooling.
“We have four Haas ES-5 machines on our campus to machine cylinder heads and intake manifolds,” comments Larry Zentmeyer, engine shop coordinator. “We also use them to rework exhaust seats, and retrofit older designs with new ones.”
Strong support
Each of the company’s ES-5 machines is fitted with a Haas HRT210 rotary table and tailstock, to support the long parts.
“Each month, we machine around 12 sets – that is, 24 manifolds,” explains Zentmeyer, “which means the machines are always busy, but not so busy that we need multiple pallets or pallet-changers. The ES-5’s do the job very well, indeed.”
As well as its own cylinder heads and pistons, HMS also makes and supplies high-volume parts and components like alternator cages to famous name suppliers, such as Bosch.
“Many parts for use in road vehicles are cast. We machine the same parts from solid billets, so they’re stronger and more durable. If we used cast parts on the race cars, they wouldn’t last more than a lap or two, because of the temperatures and the vibration.” 
A look at how five-axis machining is used in NASCAR racing
Default




