

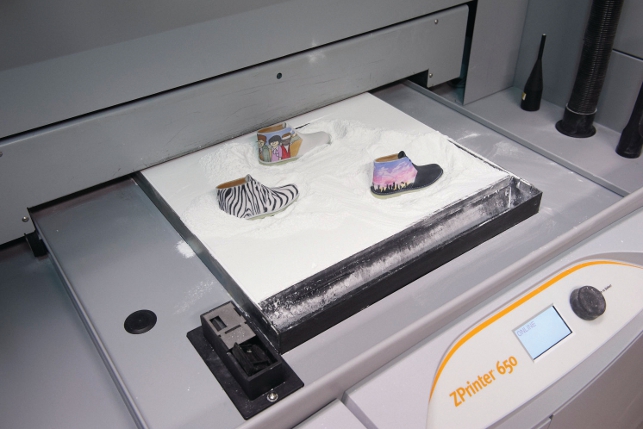
At TCT Live 2011, a product development and additive manufacturing show held at the NEC in Birmingham last September, Clarks had a variety of shoes on its stand.

Although not part of the Clarks range, this kids canvas shoe was specifically printed for TCT Live 2011 to show the colour vibrancy possible with the 3D Systems Zprinter
However, it was only when picking one of the shoes up that you actually realised it was in fact a 3D printed prototype. It wasn’t the detail or colour that gave it away, as these were excellent, but the weight, which was unusually heavy for a shoe.
All of these prototypes had been printed using a 3D Systems Zprinter located at the company’s headquarters in the Somerset town of Street, UK, the same site it has been for the past 187 years.
Technology has always been important to Clarks to the point that now it has a completely modernised design and development process. This has helped the company expand into new markets through retail, wholesale, franchise and more recently a burgeoning internet retail business.
“What you saw at TCT is the result of many years of work, pulling together many different threads and making them all work together,” explains Ross Authers, Clarks’ digital development manager, who has been working for the brand for over 20 years.
Authers started his current position two years ago when Clarks decided to form a new digital development department. “I came in to run what was then CAD/CAM but CAM has become obsolete because, as the company evolved, manufacturing on site was outsourced to various production partners around the world.
So, we renamed the various departments to digital engineering, digital prototyping, digital last design and digital imaging, and brought them all under one umbrella. This has really allowed us to get this interaction between 2D and 3D and helping blur the worlds of what is real and virtual,” he says.
Seeing is believing
For Authers, the real driving force for investing so heavily in 3D printing was visualisation. It’s the ability in-house to review and evaluate shoe concepts physically in 3D, treating them just as they would a manufactured sample coming from an overseas factory.
“The key in Clarks’ world from shifting from CAD/CAM to wider acceptance of technology was colour models – they are fantastic to help you visualise,” says Authers. “Shoes make very difficult subjects to model in the virtual world. Shoe people are very tactile and when you watch a shoe person look at a shoe, it is never still.
The eye and the hand are constantly moving catching slightly different angles. This is impossible to replicate on screen, meaning that convincing 3D prototyping is paramount to good decision making,” he adds.
Investment in 3D printing started 12 years ago when Clarks bought its first stereolithography (SLA) machine. The digital prototyping department now has three 3D Systems’ printers – the Spectrum Z510 and the Zprinter 650, along with the original SLA machine.
When a full colour prototype is required CAD data is sent to one of the Zprinters and within around eight hours a highdefinition, full-colour prototype appears.
To demonstrate how lifelike the prints are, one of these printed prototypes was placed amongst other manufactured samples at a range selection meeting. No one realised it wasn’t a real shoe until they picked it up.
“When they realised it wasn’t real we spent a few minutes talking about what it was and how it was made and then it was just accepted as a shoe and normal decisions were made from that prototype,” comments Authers.
First steps
A typical shoe process at Clarks starts with a last, the foot models from which shoes are made. Clarks really prides itself on its last-making department as fit and comfort are so important to the brand.
All the foot surveys and data it has assimilated over the years is fed into this last design process. At the front end of the process a designer can design any shape they want but it has to fit the parameters of the foot.
“Depending on how designers prefer to work, we can create a 2D side profile of a last on the screen to sketch on top of or we can give them a 3D last, either in real solid form or on the screen, and then they can draw the style lines onto the surface.” explains Authers.

“If they choose to draw on the solid last, a drape or vacuum form of the last is taken to draw the style lines on to.” The designer’s sketches then move from the design department into the digital development department where they are put into CAD.
Here the digital team jump in and out of different software packages in order to model the various parts of the shoe, a secret recipe that Authers prefers to keep under wraps. “For most shoes we use three different pieces of software, but more complex ones may need fi ve or six different packages,” he reveals.
Essentially, the prototype, built up using different pieces of software, is then brought together as one 3D model. “We bring in the sole from one area and the upper from another. We then import them on the same co-ordinate system and hit the print button and away you go. As simple as that,” smiles Authers.
By clicking print, the Zprinter downstairs from the digital development department springs into action. Eight hours later they have their physical 3D prototype.
In terms of post processing, Clarks has experimented with its own way of fi nishing the prototype and doesn’t dip in resin as 3D Systems recommends. Instead it sprays it using a diff erent mix of chemicals. “Generally we take a process or a technology, assess it, pull it apart and put it back together the way we want it.
This is what we have always done,” says Authers. “So experimentation with diff erent post processing was a natural thing for us. We got much better results from our way compared to the 3D Systems’ way and that is how we manage to get the colour vibrancy.”
Added benefits
Aside from visualisation, another major benefit of 3D printing is the speed and cost savings that come with it.
Traditionally, the designer’s sketches or drapes would be couriered to the sample factory overseas for a manufactured sample to be made. When the drape arrives, often two to three samples are made until it absolutely resembles the drape. The sample is then couriered back to Clarks two to three weeks later for review.

According to Authers, the concept will then either be dropped or amended but is only very occasionaly approved as is. If it’s amended, more samples will be ordered and the cycle repeated until everyone is satisfied.
In contrast, CAD enables the digital development team to create an on-screen shoe for review within a few days. Having been remodelled it can then be printed as a physical prototype in a matter of hours. “Rather than wait two or three weeks for a costly prototype to arrive, we now have a full, multi-colour prototype in our hands in a few days.
We save a lot of time and money both in production and shipping,” explains Authers. If this model needs to be amended further, changes can be made to the CAD model and a new prototype printed.
Once approved, the CAD data can also be sent to colleagues in Clarks’ Boston office or the sourcing team in China where the prototype can be reprinted on their 3D printers.
Fast mover
An example that illustrates how quickly this can be done is the Walk Posh and Walk Trendy range, which took just six weeks from a designer’s sketch to sales samples.
“The designer drew up the sketch and briefed the digital development team. In five to six days we had the printed body, which was approved and the data emailed to the China sourcing office to be reprinted and passed to the shoe factory.
We made it clear that if the prototype shoe was made to match the model, then the shoe would be approved and nothing else needed to be done. So within six weeks we had sales samples in different markets around the world. Normally it would take five to six months to get to that stage,” comments Authers.
Although Clarks is very pleased with where it is in terms of visualisation capabilities it has with 3D printing technology, there is no resting on its laurels. Authers and his team are continually looking at what new technologies and processes will enhance the shoe making process, not to mention the new Zsolutions Infuser, an automatic parts processor, that will shortly be arriving in-house.
Clarks and new technology
Clarks was established in 1825 in the Somerset town of Street where Cyrus Clark set up a rug making business.
The ’eeureka moment’ occurred when his younger brother James decided to create a pair of sheepskin slippers and the rest, as they say, is history.

At the turn of the 20th Century steam power was introduced at Clarks’ factories in Street. One of these steam engines has been preserved and is on display for visitors and employees to see
Ever since these very early days technology has been important to the company. ”Whether it be the introduction of machinery and new factory systems, electricity and steam engines, we were always very early adopters of the technology,” comments Ross Authers, Clarks’ digital development manager.
”The company still occupies the original site from 1825 where factory buildings now house office staff to assist in the company’s burgeoning global wholesale, retail and online businesses.”
Some notable points relating to technology:
■ Around 1832 Cyrus Clark wrote to James Clark (who was travelling in the North of England) asking him to investigate new technologies ‘regardless of cost’
■ Clarks had Singer sewing machines by 1856, just five years after Isaac Singer introduced the first one. It was following this that Clarks created its own machine – ‘the Crispin’ – to improve on the Singer
■ Clarks was an early adopter of steam power, installing the first steam engine to power the factory around the 1890’s. The 3rd steam engine on site (installed 1910) has been restored and sits behind a glass window in one of the buildings for all visitors and employees to view
■ In 1959 Clarks took delivery of one of the earliest IBM RAMAC 305s and was a pioneer in the application of computer technology to industry in England. Clarks was so early that the location for the IBM HQ in the UK was influenced by Clarks’ decision to buy in to the technology
■ Into the 1980s and Clarks was investing heavily in CAD/CAM technology for the creation of shoe components and tooling culminating in the creation of Shoemaster, now CSM3D International
Clarks transforms its product development process with 3D printing technology
Default




